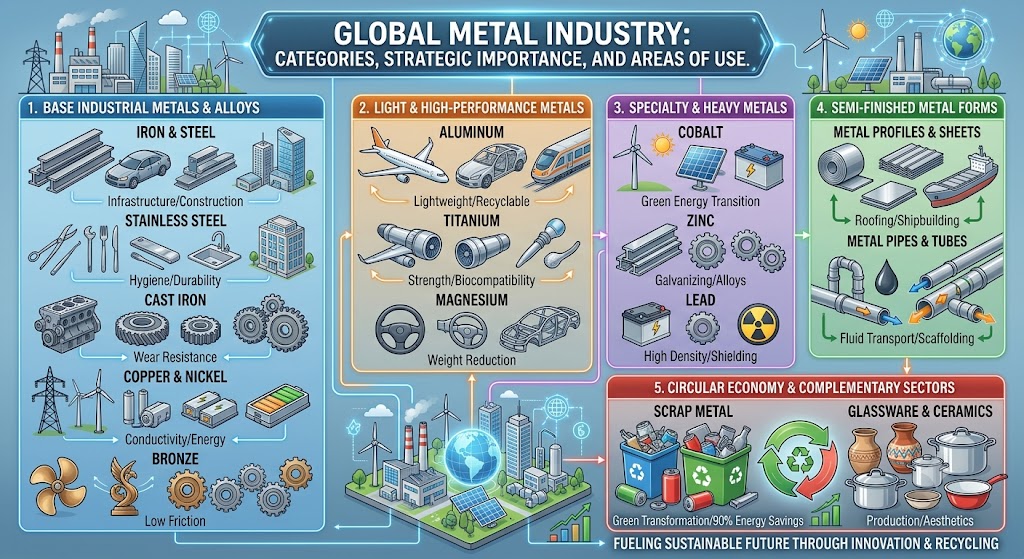
Global Metal Industry: Categories, Strategic Importance, and Areas of Use
The metal sector, which forms the cornerstone of the world economy and industrial production, plays a critical role in countless fields ranging from construction to automotive, aerospace to household appliances. With the advancement of technology and the rise in sustainability-oriented investments, classifying metals and utilizing them in the right areas has become more important than ever.
In this article, we will take a deep dive into the prominent metal categories, sub-groups, and their place in the industrial world within the global market.
1. Base Industrial Metals and Alloys
Known as the "heavy lifters" of the industry, these metals sit at the heart of global trade due to their structural strength and conductivity properties.
Iron and Steel: The backbone of the infrastructure, construction, and automotive sectors. It constitutes the largest volume of global production thanks to its high tensile strength and machinability.
Stainless Steel: Thanks to its chromium content, it shows excellent resistance to corrosion (rusting). It plays a leading role wherever hygiene and durability are required, from medical devices to kitchen equipment, the chemical industry to architecture.
Cast Iron: A material with high carbon content, excellent wear resistance, and superior casting capability. It is preferred in engine blocks, machine beds, and heavy industry parts.
Copper and Nickel Metals: Copper is indispensable for the energy sector (cables, motors) due to its high electrical and thermal conductivity. Nickel, on the other hand, is a critical component mostly used in stainless steel alloys and modern battery technologies (EV batteries).
Bronze: This long-standing alloy, formed by combining copper with tin, is used in bushings, bearings, ship propellers, and artistic castings due to its wear resistance and low friction coefficient.
2. Light and High-Performance Metals
Modern engineering demands materials that are "lighter yet stronger." This category is especially the crown jewel of the aerospace, space, and defense industries.
Aluminum: The most dynamic metal of the modern world with its lightweight nature, corrosion resistance, and 100% recyclability. It has a wide network of usage from the packaging industry to aircraft fuselages, electric vehicles to building facades.
Titanium: It is as strong as steel but nearly half its weight. Thanks to its resistance to extreme temperatures and its biocompatibility, it is an irreplaceable alternative in the aerospace (jet engines) and medical (prosthetics, implants) sectors.
Magnesium: The lightest structural metal used commercially. Its use is rapidly increasing in the automotive sector (steering wheels, seat frames) to reduce vehicle weight and thereby increase fuel efficiency.
3. Specialty and Heavy Metals
These are metals used in niche but vital fields due to their specific chemical and physical properties.
Cobalt: It holds a critical role in the production of superalloys and especially in the cathode manufacturing of lithium-ion batteries. It is one of the most strategic elements of the green energy transition.
Zinc: Its largest area of application is the galvanizing process, which protects iron and steel against rusting. It is also widely used in brass alloy production and the die-casting industry (zamak).
Lead: Known for its high density and radiation-absorbing capability. Its most common areas of use are automotive batteries (lead-acid batteries) and radiation shielding.
4. Semi-Finished Metal Forms
After metals are extracted from mines and melted, they are brought into specific standard forms so that the industry can utilize them.
Metal Profiles and Sheets: Flat or shaped metal plates used in construction roofs, exterior cladding, white goods bodies, and shipbuilding.
Metal Pipes and Tubes: Cylindrical or square-sectioned products used in the transportation of liquids and gases (petroleum, natural gas, water lines) and in structural scaffolding.
5. Circular Economy and Complementary Sectors
The metal industry is not limited to raw material production alone; sustainability and market diversity are also integral parts of this ecosystem.
Scrap Metal: The foundation of the green transformation and circular economy. Melting and reusing metals provides up to 90% energy savings compared to extracting ore from scratch and significantly reduces the carbon footprint.
Glassware and Ceramics: Although not a direct metal category, it has an organic bond with the metal industry in terms of production and aesthetics (especially enamel coatings, steel kitchenware, oven components, and metal-ceramic composite materials).
Summary
The global metal market possesses a massive diversity ranging from high-volume traditional metals like iron and steel to high-tech metals like titanium and cobalt. Fueling the circular economy with the scrap metal sector and gaining structural form through profiles and pipes, this industry will continue to be the most important key to building a sustainable future.